1.什么叫馬氏體不銹鋼?
常溫下顯微組織為馬氏體組織,通過熱處理可以調(diào)整其力學性能的不銹鋼。通俗地說,是一類可硬化的不銹鋼。屬于馬氏體不銹鋼的鋼號有1Cr13、2Cr13、3Cr13、4Cr13、3Cr13Mo、1Cr17Ni2、2Cr13Ni2、9Cr18、9Cr18MoV等。
2.常用焊接方法
焊接馬氏體不銹鋼可以采用各種電弧焊方法進行焊接。目前仍以焊條電弧焊為主,而采用二氧化碳氣體保護焊或氬、二氧化碳混合氣體保護焊,可以大大降低焊縫中含氫量,從而降低焊縫冷裂的敏感性。
3.常用焊接材料
(1)Cr13 型馬氏體不銹鋼焊條和焊絲
通常在焊縫有較高的強度要求時,采用Cr13 型馬氏體不銹鋼焊條和焊絲,可使焊縫金屬的化學成分與母材相近,但焊縫的冷裂傾向大。
注意事項:
a.要求焊前預熱,預熱溫度不能超過450℃,以防止475℃脆化。焊后進行熱處理,焊后熱處理是在冷至150-200℃時,保溫2h,使奧氏體各部分轉(zhuǎn)變?yōu)轳R氏體,然后立即進行高溫回火,加熱到730-790℃,保溫時間每1mm 板厚為10min,但不小于2h,最后空冷。
b.為了防止裂紋,焊條和焊絲中 S、P 的含量應小于0.015%,Si 的含量應不大于0.3%。Si 含量增加,促使生成粗大的一次鐵素體,導致接頭的塑性降低。碳的含量一般應低于母材的含碳量,可以降低淬透性。
(2)Cr-Ni 奧氏體型不銹鋼焊條與焊絲
Cr-Ni 奧氏體鋼型焊縫金屬具有良好的塑性,可以緩和熱影響區(qū)馬氏體轉(zhuǎn)變時產(chǎn)生的應力。此外,Cr-Ni 奧氏體不銹鋼型焊縫對氫的溶解度大,可以減少氫從焊縫金屬向熱影響區(qū)的擴散,有效地防止冷裂紋,因此不需預熱。但焊縫的強度較低,也不能通過焊后熱處理來提高。
4.常見的焊接問題
(1)焊接冷裂紋
馬氏體不銹鋼由于含鉻量高,極大地提高其淬硬性,不論焊前的原始狀態(tài)如何,焊接總會使其近縫區(qū)產(chǎn)生馬氏體組織。隨著淬硬傾向的增大,接頭對冷裂也更加敏感,尤其在有氫存在時,馬氏體不銹鋼還會產(chǎn)生更危險的氫致延遲裂紋。
措施:
1)采用大線能量 較大的焊接電流,可以減緩冷卻速度;
2)對于不同的鋼種層間溫度不同,一般不低于預熱溫度;
3)焊后緩冷到150~200℃,并進行焊后熱處理以消除焊接殘余應力,去除接頭中擴散氫,同時也可以改善接頭的組織和性能。
(2)熱影響區(qū)脆化
馬氏體不銹鋼尤其是鐵素體形成元素較高的馬氏體不銹鋼,具有較大的晶粒長大傾向。冷卻速度較小時,焊接熱影響區(qū)易產(chǎn)生粗大的鐵素體和碳化物;冷卻速度較大時,熱影響區(qū)會產(chǎn)生硬化現(xiàn)象,形成粗大的馬氏體。這些粗大的組織都使馬氏體不銹鋼焊接熱影響區(qū)塑性和韌性降低而脆化。
措施:
1)控制合理的冷卻速度;
2)合理選擇預熱溫度,預熱溫度不應超過450℃,否則接頭長時間處于高溫下,可能產(chǎn)生475℃脆化;
3)合理選擇焊接材料調(diào)整焊縫的成分,盡可能避免焊縫中粗大鐵素體的產(chǎn)生。
5.焊接工藝
1)焊前預熱
焊前預熱是防止產(chǎn)生冷裂紋的主要工藝措施。當C的質(zhì)量分數(shù)為0.1%~0.2%時,預熱溫度為200~260℃,對高剛性焊件可預熱至400~450℃。
2)焊后冷卻
焊件焊后不應從焊接溫度直接升溫進行回火處理,因為焊接過程中奧氏體可能未完全轉(zhuǎn)變,如焊后立即升溫回火,會出現(xiàn)碳化物沿奧氏體晶界沉淀和奧氏體向珠光體轉(zhuǎn)變,產(chǎn)生晶粒粗大的組織,嚴重降低韌性。因此回火前應使焊件冷卻,讓焊縫和熱影響區(qū)的奧氏體基本分解完了。對于剛性小的焊件,可以冷至室溫再回火;對于大厚度的焊件,需采用較復雜的工藝;焊后冷至100~150℃,保溫0.5~1h,然后加熱至回火溫度。
3)焊后熱處理
目的是降低焊縫和熱影響區(qū)的硬度,改善塑性和韌性,同時減少焊接殘余應力。焊后熱處理分回火和完全退火兩種。回火溫度為650~750℃,保溫1h,空冷;若焊件焊后需機加工的,為了得到最低硬度,可采用完全退火,退火溫度為830~880℃,保溫2h爐冷至595℃,然后空冷。
4)焊條的選用
焊接馬氏體不銹鋼用焊條分為鉻不銹鋼焊條和鉻鎳奧氏體不銹鋼焊條兩大類。常用鉻不銹鋼焊條有E1-13-16(G202)、E1-13-15(G207);常用鉻鎳奧氏體不銹鋼焊條有E0-19-10-16(A102)、E0-19-10-15(A107)、E0-18-12Mo2-16(A202)、E0-18-12Mo2-15(A207)等
雙相不銹鋼的焊接
1.雙相不銹鋼的焊接性
雙相不銹鋼的焊接性兼有奧氏體鋼和鐵素體鋼各自的優(yōu)點,并減少了其各自的不足之處。
(1)熱裂紋的敏感性比奧氏體鋼小得多;
(2)冷裂紋的敏感性比一般低合金高強鋼也小得多;
(3)熱影響區(qū)冷卻后,總是保留更多的鐵素體,從而增大了腐蝕傾向和氫致裂紋(脆化)的敏感性;
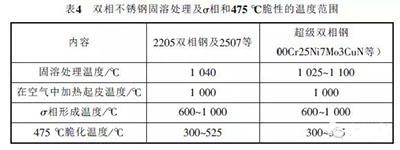
(4)雙相不銹鋼焊接接頭有析出δ相脆化的可能,δ相是Cr和Fe的金屬間化合物,它的形成溫度范圍600~1000℃,不同鋼種形成δ相的溫度不同;
(5)雙相不銹鋼含有50%的鐵素體,同樣也存在475℃脆性,但不如鐵素體不銹鋼那樣敏感;
2.焊接方法的選用
雙相鋼焊接方法首選TIG焊,然后是焊條電弧焊,采用埋弧焊時應嚴格控制熱輸入和層間溫度,且應避免大的稀釋率。
注意:
采用TIG焊時,宜在保護氣體中加入1-2%的氮氣(若N超過2%就會增加氣孔傾向,且電弧不穩(wěn)定),以使焊縫金屬吸氮(防止焊縫表面區(qū)域因擴散而損失氮),有利于穩(wěn)定焊接接頭中的奧氏體相。
3.焊材的選用
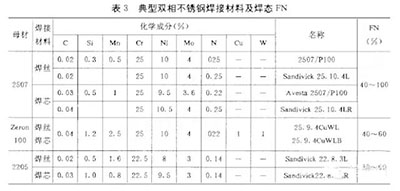
選用奧氏體形成元素(Ni、N等)較高的焊材,以促進焊縫中的鐵素體向奧氏體轉(zhuǎn)變。
2205鋼多選用22.8.3L的焊條或焊絲,2507鋼多選用25.10.4L的焊絲或25.10.4R的焊條。
4.焊接要點
(1)焊接熱過程的控制焊接線能量、層間溫度、預熱及材料厚度等都會影響焊接時的冷卻速度,從而影響到焊縫和熱影響區(qū)的組織和性能。為獲得最佳的焊縫金屬性能,建議最高層間溫度控制在100℃,當焊后要求熱處理時可以不限制層間溫度。
(2)焊后熱處理雙相不銹鋼焊后最好不進行熱處理。焊后要求熱處理時,所用的熱處理方法是水淬。熱處理時加熱應盡可能快,在熱處理溫度下的保溫時間為5~30min,應該足以恢復相的平衡。在熱處理時金屬的氧化非常嚴重,應考慮采用惰性氣體保護。
滄州五森管道設(shè)備有限公司
管路補償接頭 http://www.gzxcg.com.cn/